Gutt schwéier Pflicht déif Lach langweileg Maschinnen mat Bueraarbechten
Produkt beschreiwung
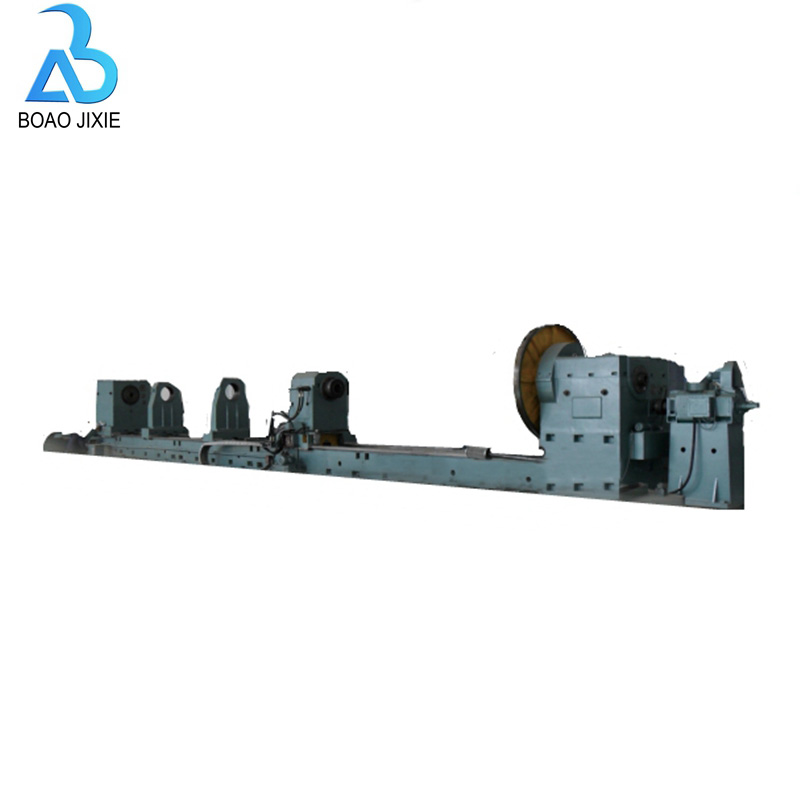
T2180 Maschinn ass haaptsächlech fir d'Veraarbechtung vun schwéieren zylindreschen Deeler, wéi Bueraarbechten, langweileg, Ausdehnung, Rollerbrennen an Trepanning, asw.Nieft machining duerch-Lach, kann et och Schrëtt Lach a blann Lach Prozess Prozess.Dës Maschinn gëtt an enger breeder Palette benotzt, de Prozessart kann op Basis vun der aktueller Nofro gewielt ginn.
Beim Bueren adoptéiert d'Maschinn BTA intern Chipentfernungstyp, den Uelegfeeder liwwert d'Schneidflëssegkeet fir d'Chips aus dem Enn vun der Buerbar ze läschen.Wann Push-langweileg, erreecht der opzedeelen Flëssegket opzedeelen Beräich duerch kleng Lach vun Ueleg Feeder oder grouss Lach um Enn vun langweileg Bar.
Den Chip gëtt aus dem Headstock Enn gespullt.Beim Trepanning sollt de speziellen Tool, d'Toolbar an d'Spanngerät ausgestatt sinn, de Chip gëtt vun der externer Entféierungstyp entlooss.
Dës Maschinn ass mat Bohrkëscht zesummegesat, wat d'duebel Rotatioun vum Werkstéck an Tool erreecht, déi eenzeg Handlung ass och verfügbar op Basis vun der aktueller Nofro.Wann d'Werkstéck eng méi niddereg Rotatiounsgeschwindegkeet brauch, kann d'Prozesseffizienz a Qualitéit geséchert ginn.
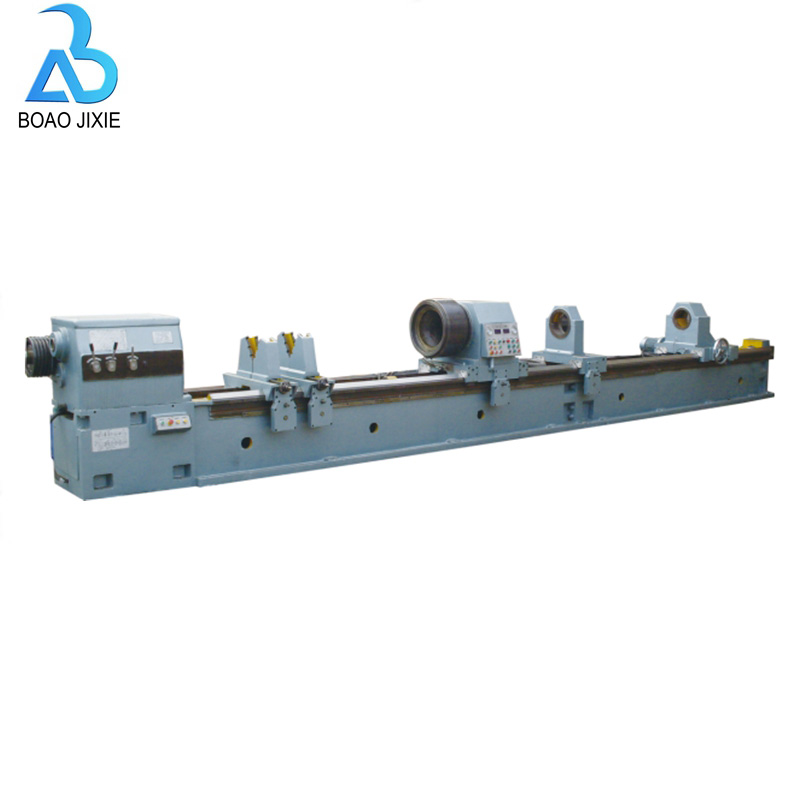
De Headstock adoptéiert schwéier Pflicht Véier-Kiefer Chuck fir d'Werkstéck ze spären, de stännege Rescht ass fir z'ënnerstëtzen an den Uelegfeeder ass fir duerch hydraulesch Drock ze klemmen.Den Uelegfeeder adoptéiert d'Haaptachsstruktur déi d'Laaskapazitéit an d'Rotatiounsgenauegkeet verbessert.D'Bettkierper huet eng exzellent Steifheet, gutt Verschleißbeständegkeet an héich Präzisiounsfäegkeet.D'Toolfütterung adoptéiert AC Servomotor fir stepless Geschwindegkeetsreguléierung ze realiséieren.D'Headstock benotzt DC Motor mat stepless Vitesse Regulatioun.D'Bohrkëscht gëtt duerch grousse Kraaftmotor ugedriwwen, mat Geschwindegkeetsreguléierung duerch Gangverschiebung.
Den hydraulesche System huet eng präzis Kontroll beim Klemmen a Fixéiere vum Werkstück, wat eng héich Stabilitéit a Präzisioun huet.All Operatiounsparameter ginn duerch Meterdisplay gewisen, d'Werkstéckspannung an d'Operatioun ass ganz sécher, séier a stabil.D'Maschinn adoptéiert PLC Kontroll mat Mënsch-Maschinn Interface, et ass einfach ze bedreiwen.
Spezifikatioune
| NO | Artikelen | Beschreiwung | |
| 1 | Modeller | T2280 | T2180 |
| 2 | Buer Duerchmiesser Beräich |
| Φ60mm-Φ150mm |
| 3 | Max langweileg Duerchmiesser Beräich | Φ800 mm | Φ800 mm |
| 4 | Langweileg Déiftbereich | 1000-15000 mm | 1000-15000 mm |
| 5 | Workpiece clamping Duerchmiesser Beräich | 320-1250 mm | 320-1250 mm |
| 6 | Maschinn spindle Zentrum Héicht | 1000 mm | 1000 mm |
| 7 | Rotatioun Vitesse Gamme vun headstock spindle | 3-120 r/min | 3-120 r/min |
| 8 | Spindle Lach Duerchmiesser | 1-225 r/min | 1-225 r/min |
| 9 | Spindel Front taper Lach Duerchmiesser | Φ130 mm | Φ130 mm |
| 10 | Headstock Motor Muecht | 140# | 140# |
| 11 | Drill Këscht Motor Muecht |
| 30 kW an |
| 12 | Drill Këscht spindle Lach Duerchmiesser |
| 130 mm |
| 13 | Déi viischt Kegelloch dia.vun Bohrkëscht |
| Φ85 mm (1:20) |
| 14 | Drill Këscht Geschwindegkeetsbereich |
| 16-270 U/min |
| 15 | Fütterungsgeschwindegkeetsberäich | 5-2000mm/min (stepless) | 5-2000mm/min (stepless) |
| 16 | Füttern Waggon séier Geschwindegkeet | 2 m/min | 2 m/min |
| 17 | Feed Motor Muecht | 11 kW | 11 kW |
| 18 | Feed Won rapid Motor Muecht | 36 N.M | 36 N.M |
| 19 | Hydraulesch Pompel Motor Muecht | N = 1,5 kW | N = 1,5 kW |
| 20 | Bewäert Aarbechtsdrock vum hydraulesche System | 6,3Mpa | 6,3Mpa |
| 21 | Cooling Pompel Motor Muecht | N=7.5KW(2 Gruppen)5.5KW(1Grupp) | N=7.5KW(2 Gruppen)5.5KW(1Grupp) |
| 22 | Bewäert Aarbechtsdrock vum Killsystem | 2,5 MPa | 2,5 MPa |
| 23 | Killsystem Flux | 300, 600, 900 l/min | 300, 600, 900 l/min |
| 24 | CNC Kontroll System | Siemens 808 oder KND | Siemens 808 oder KND |
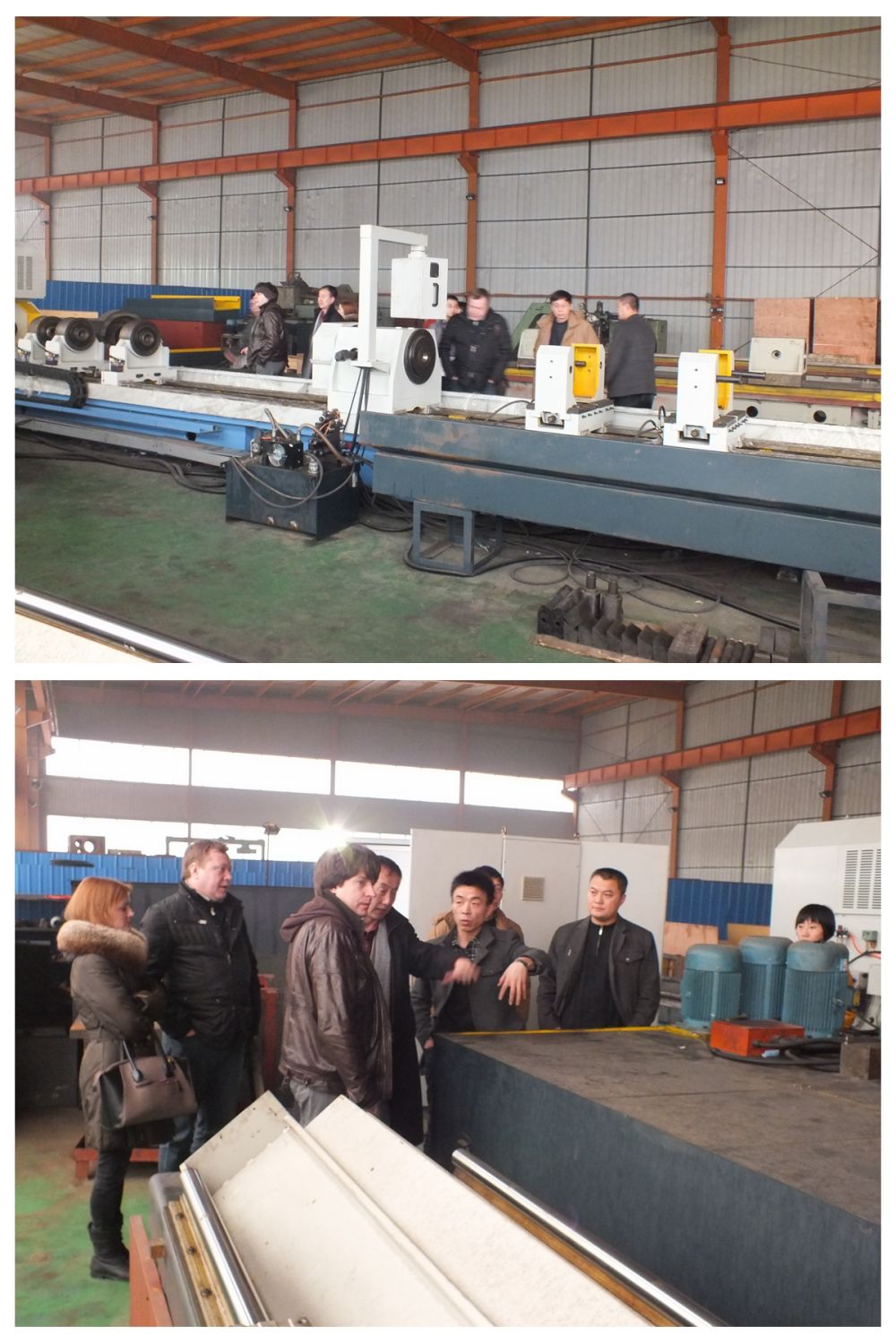
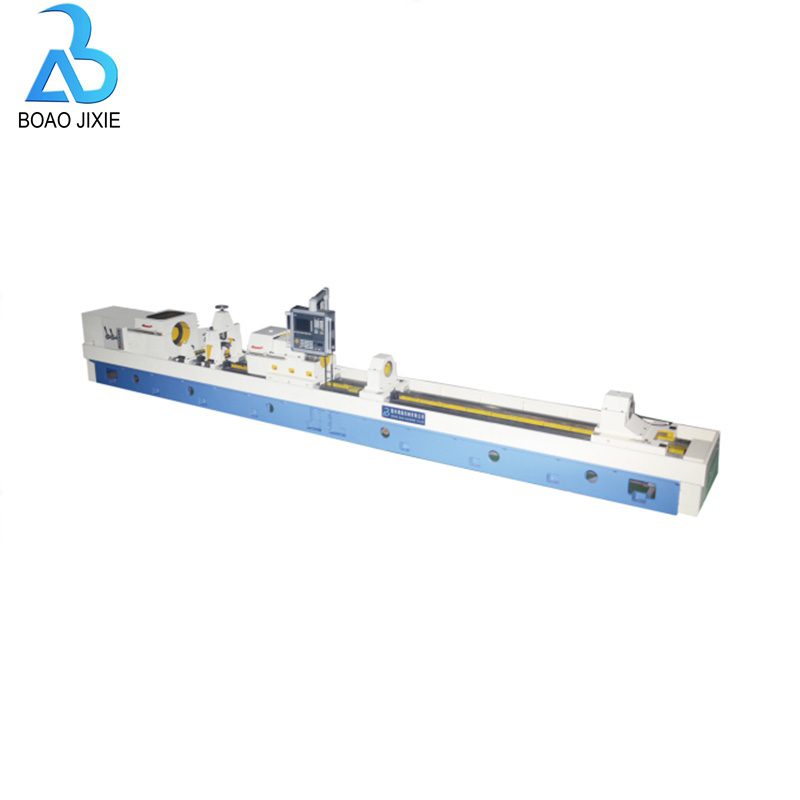
Fotoen Mauer


Produit Kategorien
-
China manuell Deephole Bueraarbechten a langweileg Machi ...
-

Gutt Qualitéit schwéier Pflicht déif Lach langweileg Maschinnen
-

Héich Qualitéit CNC Deephole Buermaschinnen
-

CNC Heavy Duty Deep Hole Drill & Boring Ma ...
-

China déif Lach Bueraarbechten a langweileg Maschinnen su ...
-
Héich Qualitéit déif Lach Bueraarbechten & langweileg m ...





